在点火模块生产和制造过程中,焊接是最重要的工序之一。元器件焊点的焊接质量是直接影响点火模块质量的关键因素。它受许多参数的影响,如焊料,基板,焊盘可焊性,丝印,贴装精度以及焊接工艺等,健科电子在进行点火模块工艺研究和生产中,深知合理的焊接工艺技术在控制生产质量中起到至关重要的作用。
不同的焊接方法有不同的焊接工艺,而焊接工艺主要根据被焊工件的材质、化学成分,结构类型,焊接性能要求来确定。由于点火模块朝着轻、薄、小的方向快速发展,因此对焊接工艺提出了新的挑战。健科电子拥有电阻焊、波峰焊、激光点焊、机器人焊接等焊接工艺能满足客户对不同产品应用的需求。
波峰焊工艺介绍
波峰焊是目前已得到广泛应用的自动化焊接工艺。与自动浸焊相比较,其最大的特点是锡槽内的锡不是静止的,熔化的焊锡在机械泵(或电磁泵)的作用下由喷嘴源源不断流出而形成波峰,因为波峰喷嘴上的温度基本是恒定的,而且波峰与空气接触面小,因此焊盘表面氧化问题不像浸焊那样突出。健科运用波峰焊工艺帮助客户实现塑封点火模块和PCB板间的电气连接,在提高焊接质量的同时也方便客户后道工序的安装和生产。


机器人焊接
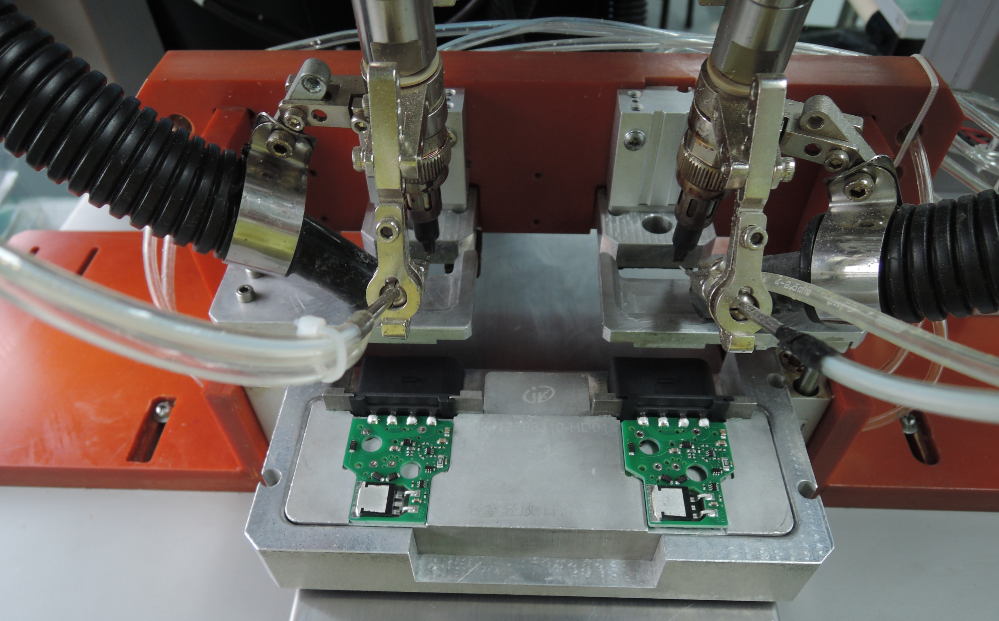
机器人焊接目前已广泛应用在汽车制造业,尤其在电子产品的焊接过程中得到了广泛的应用。健科电子已引入焊接机器人作为关键焊接工位,用这种技术可以提高焊接质量,同时在短距离内的运动时间也大为缩短,从而提高工作效率。未来机器人焊接将作为健科的焊接标准来代替所有的人工焊接工位。
点火模块对焊接的质量要求相当高,因其质量的好坏直接影响点火线圈的产品性能。健科电子引入焊接机器人作为关键焊接工位,用这种技术可以提高焊接质量,避免假焊虚焊等不良,同时在短距离内的运动时间也大为缩短,从而提高工作效率。未来机器人焊接将作为健科的焊接标准来代替所有的人工焊接工位。

电阻点焊
健科电子有两台固定式点焊机帮助客户完成低压插头和塑封模块的电气连接。与其他焊接方式不同,电阻点焊的热影响区小,焊接变形与应力小;无须焊丝,焊料,同时由于加热时间短,焊接速度快,对环境污染小。





 深圳市健科电子有限公司
深圳市健科电子有限公司